
1 前言
纯涤纶织物及涤纶混纺织物大部分都进行减量处理以改善其服用性能,使其柔软,减少静电,光泽柔和,透气性增加,并具有悬垂性,而且在一定程度上还可提高其亲水性。常规碱减量方式主要有两大类型连续式和间歇式,根据不同品种织物要求不同,生产企业会选择对口的设备,连续设备主要有高温连续碱减量机和常温连续碱减量机,间歇设备主要有专用碱减量机、J型机缸、平缸等。随着我国对印染纺织行业环保标准的提升,很多企业在使用原有的工艺和设备对污水排放量造成巨大的压力,尤其是间歇式的生产设备和工艺已经很难达到国内各地区的排污要求。本文就连续碱减量机及工艺在全涤及涤纶混纺织物的应用开展讨论,目前国内使用的连续碱减量机主要为常温型,加工的品种主要是仿真丝织物,在毛巾布、家纺布(床上用品和窗帘等)及其他特定领域的纺织品加工几乎没有,这其中有其行业发展特殊的局限,因为仿真丝织物主要用于服饰类产品,算较早开发的全涤织物且要求较高,所以对仿真丝织物的碱减量加工设备及技术都很成熟,而发展相对较晚的其他纺织品种加工技术落后。随着人们对纺织品种类需求及要求的提升,毛巾布、家纺布及其他特定领域的纺织品减量加工有较大的改进空间,必须在设备和技术两方面进行研究开发,这不仅会提高原有的产量,还能大幅降低能耗和减少排污。
纯涤纶织物及涤纶混纺织物大部分都进行减量处理以改善其服用性能,使其柔软,减少静电,光泽柔和,透气性增加,并具有悬垂性,而且在一定程度上还可提高其亲水性。常规碱减量方式主要有两大类型连续式和间歇式,根据不同品种织物要求不同,生产企业会选择对口的设备,连续设备主要有高温连续碱减量机和常温连续碱减量机,间歇设备主要有专用碱减量机、J型机缸、平缸等。随着我国对印染纺织行业环保标准的提升,很多企业在使用原有的工艺和设备对污水排放量造成巨大的压力,尤其是间歇式的生产设备和工艺已经很难达到国内各地区的排污要求。本文就连续碱减量机及工艺在全涤及涤纶混纺织物的应用开展讨论,目前国内使用的连续碱减量机主要为常温型,加工的品种主要是仿真丝织物,在毛巾布、家纺布(床上用品和窗帘等)及其他特定领域的纺织品加工几乎没有,这其中有其行业发展特殊的局限,因为仿真丝织物主要用于服饰类产品,算较早开发的全涤织物且要求较高,所以对仿真丝织物的碱减量加工设备及技术都很成熟,而发展相对较晚的其他纺织品种加工技术落后。随着人们对纺织品种类需求及要求的提升,毛巾布、家纺布及其他特定领域的纺织品减量加工有较大的改进空间,必须在设备和技术两方面进行研究开发,这不仅会提高原有的产量,还能大幅降低能耗和减少排污。
SCYL998型连续碱减量机是目前在仿真丝面料减量加工应用*广泛的设备,该机由二辊轧车、常压高温汽蒸反应箱(*大容布量500米)和三组平洗轧车组成,配有自动检测碱浓度、自动调速及汽蒸箱蒸汽循环系统。
作者结合本机与毛巾布的生产,进行了设备和工艺的研究,先是小样在SCYL998型连续碱减量机上试验,论证毛巾布使用连续碱减量机加工的可行性,其次对毛巾布在SCYL998型连续碱减量机加工存在的机械问题及工艺问题进行研究,*后提出存在问题解决的技术路线并在SCYL998型连续碱减量机基础上进行改进,以达到对毛巾布生产的加工。另外,对毛巾布使用传统方法和新方法的能耗排污、产品品质及产生的效益进行比较。
2 试验与问题
连续碱减量机加工主要影响的因素包括NaOH的浓度、轧液率、汽蒸温度、汽蒸时间及车速,其中每个因素的变化对毛巾布的减量率、风格、手感及断裂强力产生影响,所以为了方便阐述和分析连续碱减量机加工的效果我们做了传统工艺的参照。
2.1试验准备
2.1.1传统工艺
材 料:经编毛巾坯布(常熟市龙之顺纺织科技有限公司),克重300克/m2,门幅1800mm
设 备:J型高温高压机缸(无锡市东诚印染机械有限公司)
工艺路线:
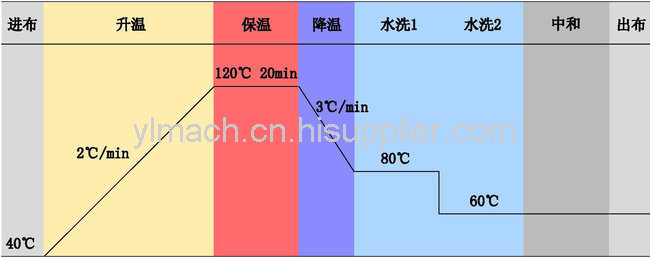
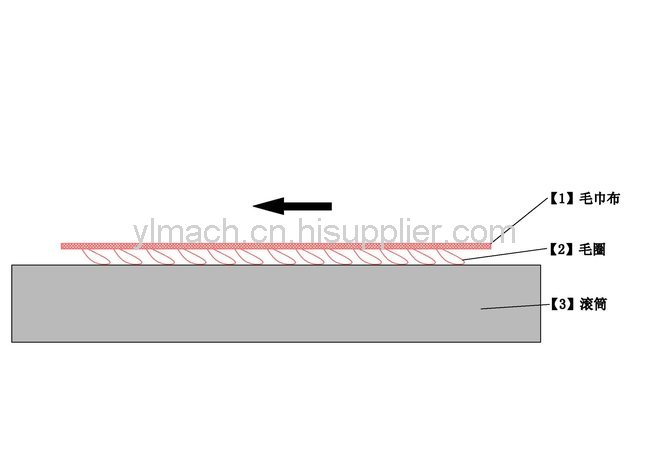
图1 传统工艺路线
工艺配方: NaOH浓度(南京尹路化工有限公司) 10g/L
促进剂浓度(杭州美高颐化工有限公司) 0.5g/L
JFC浓度(杭州美高颐化工有限公司) 1g/L
浴比 1:7
2.1.2新工艺
材 料:经编毛巾坯布,克重300克/m2,门幅1800mm
设 备:SCYL998-240型连续碱减量机(新昌县艺力机械有限公司)
工艺路线:浸轧碱液→反应(汽蒸)→70-80℃水洗2格→中和水洗→烘干定型
工艺配方:
|
名称
|
NaOH浓度
oBe'
|
轧液率
%
|
汽蒸温度
℃
|
汽蒸时间
min
|
车速
m/min
|
|
1#
|
25
|
70
|
100
|
5
|
20
|
|
2#
|
20
|
70
|
100
|
5
|
20
|
|
3#
|
15
|
70
|
100
|
5
|
20
|
|
4#
|
10
|
70
|
100
|
5
|
20
|
|
5#
|
5
|
70
|
100
|
5
|
20
|
表1连续碱减量工艺配方
|
名称
|
NaOH浓度
oBe'
|
轧液率
%
|
汽蒸温度
℃
|
汽蒸时间
min
|
车速
m/min
|
|
6#
|
10
|
70
|
100
|
10
|
20
|
|
7#
|
10
|
70
|
100
|
8
|
20
|
|
8#
|
10
|
70
|
100
|
6
|
20
|
|
9#
|
10
|
70
|
100
|
4
|
20
|
|
10#
|
10
|
70
|
100
|
2
|
20
|
表2连续碱减量工艺配方
2.2试验结果
|
名称
|
减量前克重g/m2
|
减量后克重g/m2
|
减量率
%
|
手感
|
风格
|
断裂强力
N
|
|
坯布
|
298.5
|
298.5
|
0
|
差
|
差
|
443.8
|
|
传统
|
298.3
|
277.1
|
7.1
|
正常
|
好
|
358.6
|
|
1#
|
300.3
|
236.0
|
21.4
|
好
|
好
|
148.7
|
|
2#
|
299.1
|
251.8
|
15.8
|
好
|
好
|
221.7
|
|
3#
|
299.7
|
268.5
|
10.4
|
好
|
好
|
285.5
|
|
4#
|
300.4
|
280.6
|
6.6
|
正常
|
好
|
367.1
|
|
5#
|
300.2
|
290.9
|
3.1
|
差
|
差
|
395.3
|
表3试验结果
|
名称
|
减量前克重g/m2
|
减量后克重g/m2
|
减量率
%
|
手感
|
风格
|
断裂强力
N
|
|
坯布
|
298.5
|
298.5
|
0
|
差
|
差
|
443.8
|
|
传统
|
298.3
|
277.1
|
7.1
|
正常
|
好
|
358.6
|
|
6#
|
300.0
|
272.1
|
9.3
|
好
|
好
|
303.3
|
|
7#
|
300.7
|
274.2
|
8.8
|
好
|
好
|
326.1
|
|
8#
|
299.6
|
276.8
|
7.6
|
正常
|
好
|
344.9
|
|
9#
|
299.6
|
288.5
|
3.7
|
差
|
差
|
398.1
|
|
10#
|
300.1
|
293.5
|
2.2
|
差
|
差
|
410.2
|
2.3结果分析
从实验结果可以看出:
连续碱减量机在减量率控制范围能适用于毛巾布的减量要求。
2.4存在问题及分析
2.4.1毛巾布跑偏
毛巾布为经编织物,技术人员发现毛圈往横向单边伏倒,经过试验将毛巾布反面进布,毛巾布往另一侧跑偏(毛圈往一边倒,布就往另一边跑)。
*此我们认为这两方面问题是直接导致毛巾布跑偏的原因,分析其中跑偏原因如下图所示:
图1 跑偏示意图
如图1所示,毛圈往右侧倒时,毛巾布往左侧跑偏,反正则相反。首先毛巾布左边径向较右侧紧,在机械设备水平较好的情况下毛巾布有向左侧跑偏的趋势,这会使进布后始终会往一侧跑偏;其次,毛圈的倒向决定了跑偏的严重程度,如图1所示毛巾布向左移动克服的摩擦力较向右移动摩擦力小很多,所以在此情况下,毛巾布向左移动较易发生,这也解释了从进布到出布毛巾布跑偏600mm的距离。
2.4.2张力的调节
SCYL998-240型连续碱减量机在同步调节时采用张力同步系统,在原来仿真丝面料加工中,主要加工径向不存在弹性且风格较平织物,所以张力同步调节对布面风格影响很小,而毛巾布其径向有一定的弹性且需要有较好的风格,保持织物的蓬松性能,采用张力同步控制系统对风格有一定的影响,如张力过大也会影响织物的蓬松性能。
2.4.3低聚物反沾布面
毛巾布在碱减量加工前一般不做处理,布面脏渍、油渍、蜡渍等杂质较多,在连续碱减量加工后杂质主要进入水中,而碱减量出来较多的低聚物与这些杂质结合产生浮渍,在长时间连续减量加工中容易累积,同时水洗过程中采用水循环,进水少排水也少,这严重影响浮渍的去除。
3 技术改进
在分析了前面问题的原因后,我们针对毛巾布连续碱减量的问题提出了改进方案,确定的毛巾布专用连续碱减量机(SCYL-MJ)的技术方向。
首先在跑偏问题上我们提出双平衡纠偏装置,就是在机台之间对毛巾布纠偏,保证毛巾布始终能在设备的中心;其次在同步控制方面运用PLC闭环控制变频电机,使设备在低张力下进行加工;另外对浮渍的去除,我们主要在水洗机台边上增加单循环溢流技术,在不增加用水量的情况下保证浮渍较快较彻底的去除。
4 效益和价值
通过对传统J型机缸和SCYL-MJ毛巾布专用连续碱减量机减量实际的工艺和实际能耗指标测算如下:
|
加工1吨毛巾布指标对比
|
|||||
|
水(吨)
|
电(度)
|
蒸汽(吨)
|
排污(吨)
|
液碱用量(KG)
|
|
|
传统减量
|
10.5
|
110
|
0.8
|
10.5
|
70
|
|
连续减量
|
3.1
|
18
|
0.3
|
3.1
|
70
|
表3 指标对比
从表3中我们可以看出在水、电、蒸汽及排污上两种加工方式差别较大,连续减量比传统加工可以节约用水70.5%,节约用电83.6%,节约用蒸汽62.5%,液碱(36 oBe')用量两者相当。从表2中我们可以看出连续减量加工和传统J型机缸加工后品质相当,在通过改进后毛巾布的风格和蓬松性也有较大的改善。
以上数据均为实际用量测算, 我们可以得出SCYL-MJ毛巾布专用连续碱减量机用于毛巾布碱减量较传统J型机缸减量有较大的成本优势和环保优势。
 浙公网安备 33062402000587号
浙公网安备 33062402000587号